
 股票简称:长 盈 通
股票简称:长 盈 通
股票代码:688143



产品咨询热线:027-87981673

产品咨询热线:027-87981673
产品咨询热线:027-87981673
产品咨询热线:027-87981673
产品咨询热线:027-87981673
产品咨询热线:027-87981673
产品咨询热线:027-87981673






摘要:本文简要介绍了有源光纤工作原理和应用情况,以及未来发展趋势,分析了光纤激光器对于有源光纤的需求、有源光纤制备技术方案的优劣势,对有源光纤未来发展及进一步研制进行展望。
关键词:激光器;有源光纤;掺镱光纤;双包层光纤
前言
激光是20世纪以来人类的最重要发明之一,是“最快的刀”、“最准的尺”以及“最亮的光”。著名的物理学家爱因斯坦于1917年在全新理论“光与物质的相互作用”中提出了激光的基本原理-受激辐射[1]。在组成物质的原子中,有不同数量的电子分布在不同的能级上,在高能级上的粒子受到某种光子的激发,会从高能级跃迁到低能级上,这时将会辐射出与激发它的光相同性质的光,而且在某种状态下,能出现一个弱光激发出一个强光的现象,这就叫做“受激辐射的光放大”,简称激光。1960年美国科学家西奥多·梅曼率先用红宝石晶体制造出第一台激光器[2],并获得激光输出。从第一台激光器发明到现在过去了60多年,激光技术确如人们所期,应用于各行各业并发挥出巨大作用,激光技术的发展引领了二十一世纪产业革命。
一、光纤激光器发展历史及趋势
光纤激光器以其效率高、体积小、散热快、可调谐范围大、光束质量优异、稳定性好等诸多优点,被广泛应用于光通信、光谱学、激光传感、激光医疗、工业加工、航空航天以及激光武器等领域。
光纤激光器最早出现在1961年,由美国科学家E.Snitzer采用掺钕(Nd3+)棒状玻璃实现了波长1.06 μm 的激光输出[3]。随后几十年,光纤激光器得到快速发展。目前,国际上光纤激光器巨头美国IPG公司的单模光纤激光最高输出功率已经达到20 kW量级[4],而多模光纤激光输出功率则达到了100 kW量级[5],引领了工业光纤激光器的发展。
光纤激光器基本结构如图1所示,泵浦光首先经过耦合系统耦合进入掺杂光纤,随后掺杂纤芯中的稀土离子吸收泵浦光子能量发生能级跃迁显现出激光输出。 其关键部件为增益介质,主要组成部分为采用掺杂稀土元素的光纤,一般称为有源光纤,铒(Er3+)、镨(Pr3+)、铥(Tm3+)、钕(Nd3+)和镱(Yb3+)等稀土离子都可作为掺杂物制成光纤,如图2所示,不同稀土元素拥有其特有的能级,可产生不同的工作波长的激光,因此各光纤厂家根据用户的应用场景采用相应的掺杂元素研制光纤,用掺杂光纤制作成对应场景的激光器,例如用于激光切割的高功率激光器,采用掺镱光纤作为增益介质,具有高功率、能量密度高等特点;用于智能驾驶的激光雷达,使用铒镱共掺的有源光纤作为增益介质,具有信噪比优秀、抗干扰能力强、精度高等特点;而发射波长为2 μm的掺钬光纤,因其对人眼的安全性,广泛用于激光医疗领域。
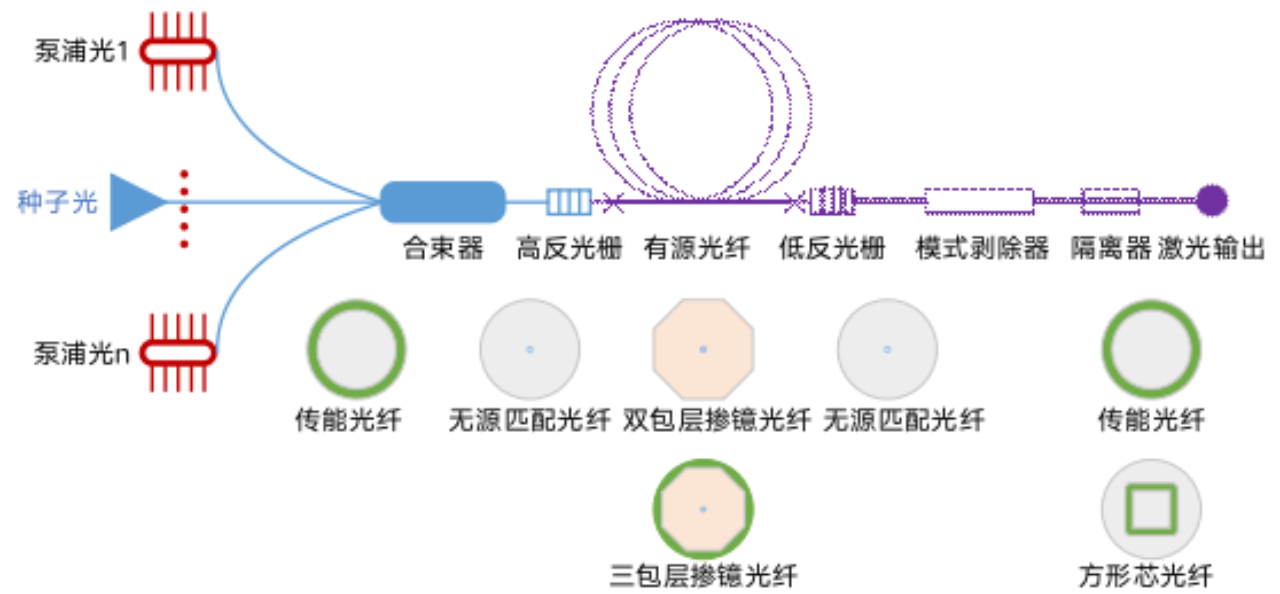
图1典型光纤激光器结构及相关激光光纤示意图
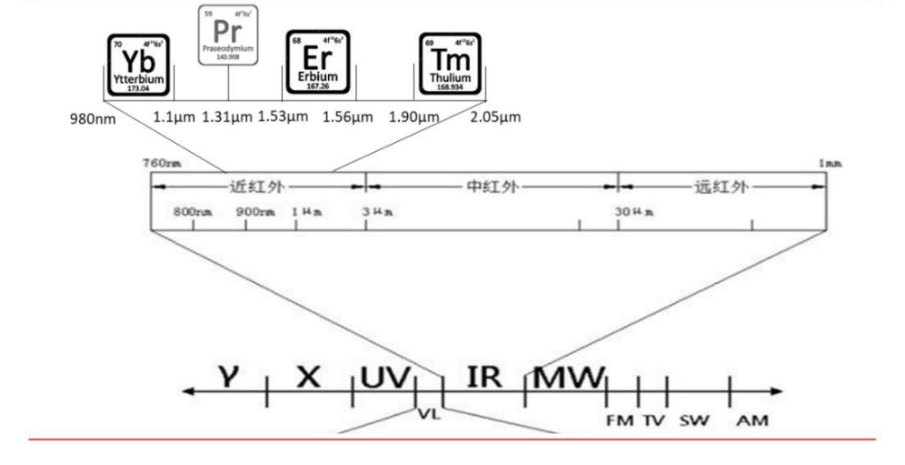
图2 镱、镨、铒、铥各稀土元素光纤元素辐射波段
有源光纤作为光纤激光器的核心组成部分之一,对其性能起到关键性的作用,欧美许多研究机构进行了大量的研发工作,如美国Nufern公司和IPG公司、英国SPI公司、芬兰LIEKKI公司、加拿大CorActive公司等几家从事研发生产。其中美国IPG公司和英国SPI公司的产品均自产自用,不对外销售,纤芯直径大于25 μm的高功率激光光纤又在2014年和2015被列入了美国对华高科技出口管制的20类产品清单中,严重制约我国激光产业的发展。
国内武汉睿芯、长进激光、长飞光纤、烽火锐光、国防科技大学、中国工程物理研究院、上海光机所、中国电子科技集团23所、46所等均开展了研究工作,其中,武汉锐科、长进激光、长飞光纤以及烽火锐光部分已经实现了多种型号有源光纤的量产及商用,已对国内主流的光纤激光器厂家批量供货。未来我国有源光纤将实现国产替代,实现高、中、低功率,从紫外到中红外实现全型号覆盖。
二、掺镱光纤发展趋势
掺镱(Yb3+)光纤激光器以其稳定性高、光束质量好、斜率效率高等优势得到较快发展。掺镱光纤相比于其他稀土离子掺杂光纤具有很多优势,Yb3+离子吸收带如图3所示,在800~1100nm范围内,能与ZnLnAs半导体泵浦源的发射光谱有效的耦合,同时其吸收带较宽,在短波长(小于970nm)的吸收截面变化较为缓慢,这对于输出波长因受到环境温度影响且发射带窄的半导体激光器泵浦非常有利,即无需严格控制环境温度来获得相匹配波长的半导体激光输出。同时Yb3+能级结构较为简单,只包含两个多重态,因此在泵浦波长及信号波长都不存在激发吸收。Yb3+光转化效率很高,有较大的能级间隔,能排除非辐射弛豫及浓度淬灭现象发生。同时Yb3+材料产生的热负荷较低,且荧光寿命长,有利于能量存储。
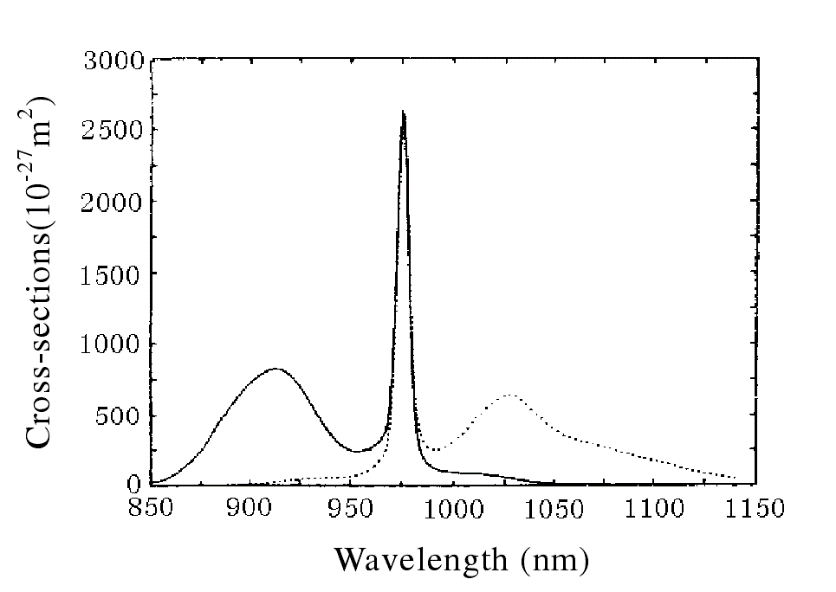
图3 双包层掺镱光纤吸收(实线)及辐射谱图(虚线)
利用掺镱光纤研制的光纤激光器具有较高的斜率效率和光光转换效率,可以在1.06μm 波段得到高功率的激光输出,因此受到广泛关注并得到飞速发展,成为激光器产业中的主导力量,在工业加工、医疗和国防等领域具有很好的应用前景。目前国内大部分激光器生产厂家如锐科、大族、创鑫等的激光产品采用的掺镱光纤的占比均很高。
光纤激光器本质上是将低亮度的多模半导体泵浦光通过稀土掺杂的增益光纤转换成高光束质量、高功率的激光输出。显而易见,高质量增益光纤对光纤激光输出功率、光束质量、激光性能和可靠性具有至关重要的影响。光纤材料的发展促进了光纤激光器输出功率的提升,同时光纤激光器的更新换代也牵引着光纤材料的发展方向。光纤激光器在1961年面世时,由于当时其增益光纤采用单包层单模光纤,泵浦光难以有效耦合进光纤纤芯区域而造成其输出功率较低。到20世纪80年代中末期,随着光通信的快速发展以及稀土掺杂光纤、包层泵浦技术的提出和应用,光纤激光器的输出功率和效率得到了较大的提升。
双包层技术最早由Snitzer等人[6]提出,由于单模光纤纤芯直径较小,高NA值的泵浦光功率较难有效的耦合到纤芯中,双包层光纤的特殊结构解决了泵浦光难耦合到单模光纤纤芯内的问题,通过泵浦光直接耦合到包层中,显著提高了耦合效率及泵浦功率。双包层光纤由纤芯、内包层、外包层和涂层组成,其结构示意如图4。纤芯由掺镱的SiO2玻璃构成,在光纤激光器作为激光介质,也作为单模激光的波导。内包层由纯SiO2构成,由于其面积和数值孔径比纤芯大得多,可有效提高泵浦光的入射面积,因此可采用多个泵浦源。目前双包层的内包层常规直径已达400μm(边-边距离)以上,外包层由低折涂层构成。由于高功率激光器运行中会产生高温,部分光纤生产厂家为了提高光纤的稳定性,会在内包层外面再加一层掺氟层,形成三包层光纤,如图5所示为典型的三包层掺镱光纤端面图。
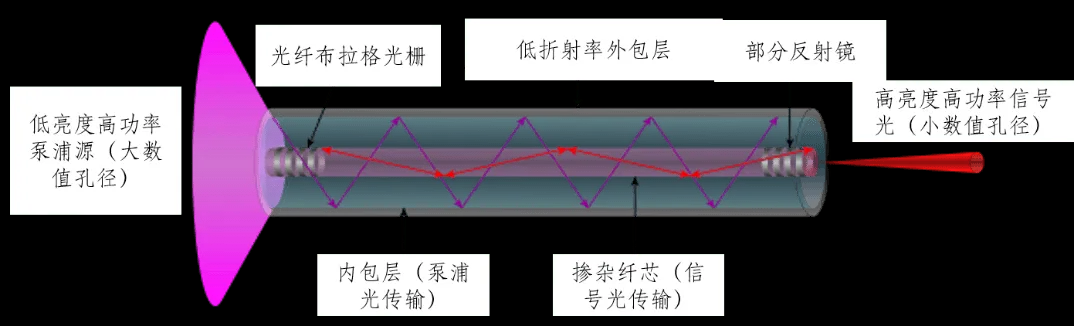
图4 双包层有源光纤增益效果图
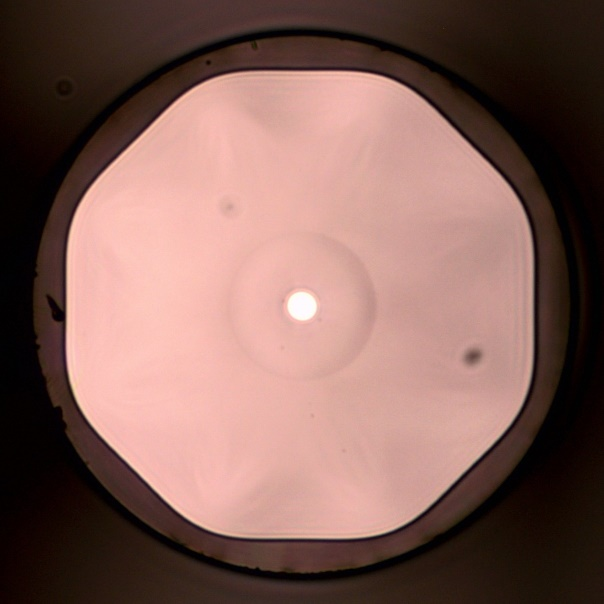
图5三包层光纤端面显微照片
三、有源光纤制备工艺
有源光纤的制备工艺技术不仅是有源光纤性能的关键决定因素,也是各家特种光纤生产商的核心工艺技术,开发难度极大。目前常规的的制备工艺有气相法、熔融法、溶胶–凝胶法(SOL-GEL) 以及液相法等。
气相法又称气相沉积法,一般采用MCVD或者PCVD实现。选用高纯度的氧气作为载气,将气化后的螯合物气体带入反应区沉积,通过提纯反应物的纯度,达到严格控制过渡金属离子和羟基的目的,可生产出高质量的光纤,生产效率较高,光纤品质也好。但目前该工艺也有不足之处,如原料昂贵,设备投资大、气体输送较难、玻璃组成范围窄、掺杂浓度低、折射率调节范围小等问题。
熔融法是通过混合多种高纯玻璃粉末材料和稀土元素粉末,高温熔化后冷却制得掺杂玻璃预制棒,然后拉制成光纤的方法,该方法制备的光纤含稀土离子的掺杂浓度较高,但存在损耗较大,掺杂不均匀等问题,无法实现商业化生产。
溶胶–凝胶法[7]是将酯类化合物或金属醇盐溶于有机溶剂中形成均匀溶液,然后加入其它组分材料,在一定温度下发生水解、缩聚反应形成凝胶,最后经干燥、热处理、烧结等工艺制成掺杂玻璃预制棒,最后拉制成光纤。该法制备的光纤掺杂稀土元素均匀,反应温度低,但存在损耗大、机械强度差等问题,导致该法无法实现商业化。
液相法[8]是可分为在线和离线两种模式,一般在MCVD的高纯石英管内沉积无掺杂的包层,然后降低温度沉积疏松芯层,保证芯层具有良好的多孔性,然后放入含有稀土离子的溶液中浸泡,再进行烧结处理。在线法不采取从MCVD取下衬管的方式,而是在高纯石英管的一端放置一个小直径的玻璃管,小玻璃管的一端通疏松芯层,另一端连接泵和稀土掺杂溶液,通过泵将掺杂溶液输送到疏松芯层内,一旦疏松芯层被整个浸泡,立即撤回传输玻璃管,并向石英管内填充惰性气流,整个过程中保持石英管旋转。完成干燥后,烧结掺杂的疏松芯层为玻璃层,烧缩石英管、包层和芯层,即得到实心预制棒;而离线模式则通过火焰或者切割刀的方式,将沉积好疏松体的衬管取下,放置于配置好的掺杂溶液中,通过控制温度、溶液浓度、浸泡时间等来控制掺杂,最后通过干燥装置干燥后重新将衬管连接到MCVD上面进行熔缩烧实成实心掺杂芯棒。这种方法制作的光纤损耗小,稀土离子的掺杂浓度比传统MCVD法的高,而且可以通过多次浸泡进一步提高掺杂浓度,掺杂均匀性、灵活性较好,且可掺杂含稀土元素的纳米颗粒,使光纤具有较突出的光谱性质,因而在实验和商用稀土掺杂光纤的制作上得到广泛应用。
四、展望
目前,光纤激光器以双包层掺镱光纤为主,部分高功率激光器采用升级的三包层掺镱光纤。三包层掺镱光纤能有效的提升光纤激光器的斜率效率,减少激光器的发热,提升激光器的荧光寿命。采用液相法制备的多组分掺镱光纤,具有损耗低,掺杂均匀,光致暗化性能优秀等特点,对我司研制有源光纤具有一定地指导意义。
参考文献
[1] Einstein A. On the Quantum Theory of Radiation. Concepts of Quantum Optics, 1983, 59(2): 93~104
[2] Maiman,Theodore H.Stimulated optical radiation in ruby.(1960):493—494.
[3] Snitzer, E.Optical maser action of Nd3+ in a Barium crown glass. Physical Review Letters 7.12(1961):444.
[4] Shiner B. The Impact of Fiber Laser Technology on the World Wide Material Processing Market. in: CLEO: Applications & Technology. San Jose, California, United States: OSA Technical Digest, 2013. AF2J.1
[5] Shcherbakov E. A., Fomin V. V., Abramov A. A., et al. Industrial grade 100 kW power CW fiber laser. in: Huber G., Moulton P. Advanced Solid-State Lasers Congress. Paris, France: OSA Technical Digest, 2013. ATh4A.2
[6] Snitzer E,Pc H,Hakimi F,et a1.Double clad,offset core Nd fiberlaser[C]//Optical fiber sensors.Optical Society of America,1988:PD5.
[7] Wang, S., Xu, W., Lou, F., et al. (2016) Spectroscopic and Laser Properties of Al-P Co-Doped Yb Silica Fiber Core-Glass Rod and Large Mode Area Fiber Prepared by Sol-Gel Method. Optical Materials Express, 6, 69-78.
[8] Webb, A.S., Boyland, A.J., Standish, R.J., et al. (2010) MCVD in-Situ Solution Doping Process for the Fabrication of Complex Design Large Core Rare-Earth Doped Fibers. Journal of Non-Crystalline Solids, 356, 848-851.


-
-

公众号
-
-
-
-

咨询电话
- 027-87981673
-
-
-

电子邮箱
- cnsales@yoec.com.cn
海外业务咨询邮箱:sales@yoec.com.cn
-
-
-

售后客服
-
-
-
